On not compounding 3D printing sloppiness
Part of the motivation for using 3D printed parts to to explore the limits of what can be done to implement Babbage-like mechanisms with parts that have poor dimensional accuracy. My Lulzbot Taz 6 printer has a nozzle diameter of 0.5mm, which is 0.02", or 20 mils. The feature accuracy is probably twice that, or 40 mils. Standard machinist tolerance for metal fabrication is 5 mils, so we're about 8 times worse.
There are many places where the inaccuracy doesn't matter, or where a little hand-finishing with sandpaper can improve the fitness. But there are some cases, especially where two printed parts interact with each other, that are unfixable.
One example was the scheme I had devised for digit wheels that allows them to stack without resting on each other even though there are no framing plates like Babbage used for many of his designs. When built entirely with 3D-printed parts, it required two concentric cylinders to fit closely together.

It's a bit of a challenge to assemble a stack of them, but it works. The problem is that both printed cylinders are not perfectly round, and nesting two of them requires so much clearance that the positional accuracy of the gear is not good enough for reliable operation.
The conclusion is that we should avoid compounding 3D errors, and try to interface a 3D part with a more accurate metal part instead when feasible.
In this case it only required a metal tube with a 1/4" milled slot at the end to replace the 3D printed part with the slot. The four concentric rings that operate the digit stack are then:
- the inner keyed 0.5" steel shaft that rotates the giving-off fingers
- a 0.509" ID, 0.625" OD aluminum tube that separates and raises the giving-off fingers
- a 0.634" ID, 0.75" OD aluminum tube with a machined slot that separates the digit wheels while allowing the finger to rise and fall
- the 0.76" ID plastic digit wheel that rotates and interfaces with other gears

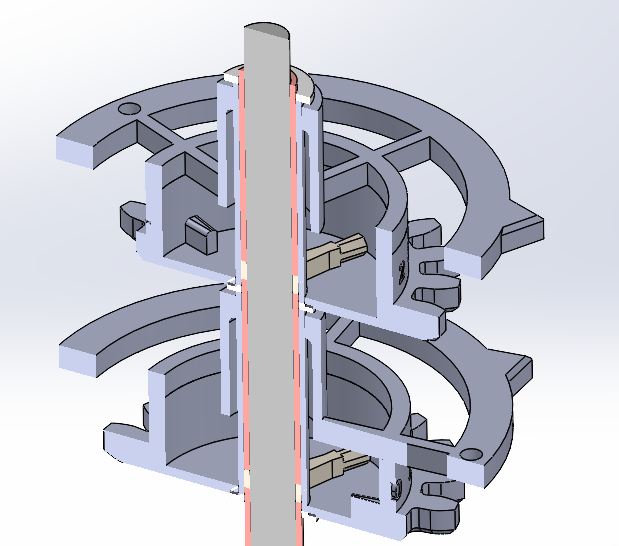
This design also works, but it provides much better positional accuracy for the digit wheel gears that need to mesh with other pinions.
Comments
Post a Comment